




品牌
生产厂家厂商性质
北京市所在地
XNR-400A型 熔体流动速率测定仪
(熔融指数)熔体流动速率测试仪产品说明:
本机型采用能仪表控温及双位时间继电器输出控制,仪器恒温周期短、超调量极小,温度控制部分采用成型温控单元表而使控温精度和产品稳定性等都能够得到有效保障。为了便于用户使用,此种型号仪器可时控、手动两种 切料方法融为一体(切料间隔和切料的时间可任意设定)。该机型为中国台湾机型,产品智能化、自动化程度*,适用范围广、升温速度快、产品精度高、性能稳定可靠,是塑料原料和塑料产品生产企业以及质检监督检验院所和大专院校理想的试验和教学仪器。
(熔融指数)熔体流动速率测试仪试验参数:
测量范围:0.1-400.00g/10min(MFR)
温度范围:室温-450℃
控温精度:±0.2℃
计时精度:1S或0.01S
计时范围:1-9999S或0.01-99.99S
负 荷:全负荷
切料方式:手动、时控
料筒内径:9.550mm±0.025mm
料筒长度:160mm
口模:材质为碳化钨、长:8.000mm±0.025mm 内径:2.095mm±0.005mm
功率:0.45KW
电源:AC220V 、50Hz
仪器尺寸:400mm×500mm×600mm
仪器凈重:60Kg

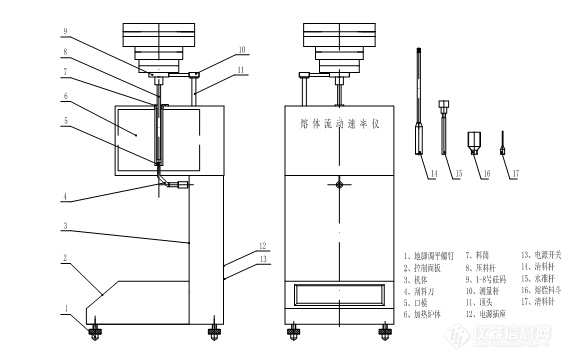
三.仪器结构(见图一)
四、仪器的安装和使用
4.1仪器的安装
本机应安置在无尘、无振动、无强磁场、无强电流扰动的实验室内,将仪器置于工作台上。
4.2仪器的使用
4.2.1口模的装卸
将口模从料筒上端送入料筒中,并用活塞使其落到底。取出时,用口模顶出杆从下向上捅出。
4.2.2装料与加载
仪器恒温后,用加料漏斗加入试验料约4克于料筒,并用活塞压紧,应在一分钟内加完,活塞留在料筒里,根据选定的试验条件挑选砝码,3分半至4分钟后将砝码置于活塞杆的托盘上
4.2.3清理
每次试验后,必须用纱布擦净口模表面、活塞和料筒,口模用口模清理棒趁热将余料顶出后用纱布擦净。
五、操作说明
5.1手动切料
仪器的操作面板上有个手动开关,此开关用于切除正式试验前的余料,可随时启动,也可用秒表计时进行手动试验。
称重计算结果
样条切取后冷却,置于天平上(要求用天平精度0.01g)分别称重。
按如下公式计算结果:
MFR=600×W/t ( g/10min)
式中:MFR——熔体流动速率(g/10min)
W——切取样条重量平均值(g)
t——切样时间间隔(S)
5.2触摸屏操作说明
注意:每次试验后要把传感器提起,如果试验不能进行电机不动作时要检查传感器是否提起!
打开主机电源等待一会后进入首页(如下画面):
按“触摸进入”键进入到试验选择界面(如下画面):
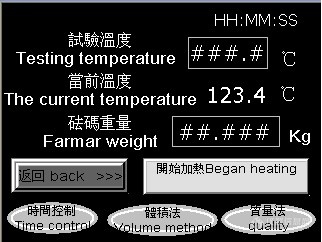
输入试验温度值,输入加载重量即试验负荷,点击“开始加热”键,系统自动开始加热,达到温度后系统自动恒温,这个过程大约需要40分钟左右。
时控法:点击“时控法”即可按时间计时切料进行试验。触摸屏会出现如下画面:

设定好定时即切料间隔即可进行试验;
等到切料结束后计算出切出料的平均值输入料重中,MFR值自动显示。
按“打印”键即可打印出试验报告。
每次试验结束后按“复位”键系统自动清零可以重新进行切料试验。
按“返回”键返回到试验主画面,并可重新选择试验方法。
体积法:在主试验画面中点击“体积法”进入到体积法试验(如下画面):

位移一般无需设定系统默认为30mm,体积法试验只需在试验前把位移传感器提起,当系统恒温后把试验料加入等待恒温3至4分钟把活塞杆压在位移传感器上开始试验自动开始并自动结束,结果自动显示在MVR后的显示栏中。试验过程中会在试验开始和试验结束时分别切料一次,切料状况不影响试验结果。
按“打印”键打印试验报告。
按“复位”键可继续下一次试验。
按“返回”键返回主试验画面,可选择试验方式。
质量法:在主画面中点击“质量法”键出现如下画面进入到质量法试验 :
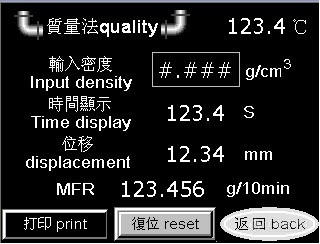
质量法中必须要设定原料的密度,如果不知道被测试料的密度,本机可测定试验密度。
熔融密度的计算:先用时控法或手动方式切料,将开始切料后至切料完毕时挤出的所有料重计为m,则密度
d = m÷2.1489(g/cm3) (注:此密度为熔融密度)
其他操作与体积法相同。
本系统为自动试验,系统温度达到设定温度后加入原料,待恒温3-4分钟后把根据标准试验要求的砝码放在活塞上,将活塞中的位移连杆压在位移传感器上,试验即自动开始。当位移达到系统默认开始值时系统刮料电机将切割一次,当位移达到系统默认结束值时刮料电机将切割一次,切割下来的后一段为试验的试验段。本系统自动试验,MVR或MFR自动显示数值,该数值为试验的结果值。
六、注意事项
6.1单相电源必须可靠接地。
6.2手动取样方式时,位移传感器不起作用。
6.3、在仪器调刀时必须提前断电。
6.4确认试验结果后,仪器依然恒温,试验员可连续试验。
6.5仪器用完后应断开总电源。
6.6使用者不能随意拆卸仪器。
6.7仪器应置于无强电磁干扰的环境中使用。
6.8料筒、活塞、口模应保持清洁,不能磕碰、划伤,料筒不能用非的工具清洁。
6.9取口模时用口模顶出杆从下向上顶出口模。
6.10清洁工作应在高温状态下进行,比较容易清洁。但此时一定要注意不要烫伤。
6.11料筒、活塞杆或口模磨损过大,试验结果不准确时,可向我司及时订购这些部件。
七、附 录
1.试样(粒状、条状、片状、模压料块等)在测试前根据塑料种类要求去湿烘干处理。根据试样的预计熔体速率按表(a)称取试样。
表a 试样加入量与切样时间间隔
熔体速率 | 试样加入量 | 切割时间 |
( g/10min ) | ( g ) | ( s ) |
0.1 ~ 0.5 | 3 ~ 4 | 120 ~ 240 |
0.5 ~ 1.0 | 3 ~ 4 | 60 ~ 120 |
1.0 ~ 3.5 | 4 ~ 5 | 30 ~ 60 |
3.5 ~ 10 | 6 ~ 8 | 10 ~ 30 |
10 ~ 25 | 6 ~ 8 | 5 ~ 10 |





