
隔膜泵的运行与维护

1、泵在运转前的准备工作
a.检查各连接处的螺栓连接是否拧紧,不允许有任何松动。
b.新泵在加油前应洗净泵内防腐油脂或泵上的污垢,洗时应用煤油擦洗,不可以用刀刮。
c.传动箱内根据环境温度的高低,注入适量的合成润滑油至油标的油位线。
d.隔膜泵缸体油腔内必须注满变压器油,应将油腔内的气排尽,可适量加入消泡剂。安全自动补油阀应注入适量变压器油至距溢出面约10mm,无论是哪种液压隔膜泵,都应在泵头与传动箱之间的托架内加注变压器油,油位至淹过柱塞填料即可,柱塞泵在此处不加油。
e.盘动联轴器,使柱塞前后移动数次,应运转灵活,不得有任何卡涩的现象。若有异常现象应及时排除故障后,才能开车。
f.检查电源电压情况和电动机线路,应使泵按照规定的旋转方向旋转。
g.启动电动机,泵在空载下投入运行,然后将泵的行程零位与调量表零位相对应,以消除运输过程中调量表指针因惯性自行转动产生的漂移。
h.输送易凝固介质的高温柱塞计量隔膜泵,应先通保温介质1~2h,使泵头温度达到操作要求后再投料运行。
2、带负荷运行
a.依据工艺流程的需要,参考合格证中提供的流量标定曲线或查对实际工况复式流量标定曲线,得出相对应的行程百分数值,把调量表指针转到刻度。旋转调量表时,应注意不得过快和过猛,应按照从小流量往大流量方向的调节,若需从大流量向小流量调节时,应把调量表旋过数格,再向大流量方向旋转至所需要的刻度。调节完毕后必须将调节转盘锁紧,以防松动。
泵的行程调节可以在停车或运转中进行。行程调节后,泵的流量约需1~2min才稳定,行程长度变化越大,流量稳定所需的时间越长,尤其是隔膜泵更明显。
b.检查柱塞填料密封处的泄漏损失和运动副温升。
当泄漏损失量每分钟超过15滴时,应适量旋紧填料压盖螺栓。
当温度迅速升高时应紧急停车,并松开填料压盖,检查原因,是否是填料压得过紧或是柱塞表面与金属件产生擦伤所造成的,消除后再投入运行中。
c.泵开车以后,运行应该平稳,不得有异常的噪声,否则,应该停车检查原因,并消除产生噪声的根源后,再投入运行。
3、停车
a.切断电源,电动机停止转动。
b.关闭进口管道阀门,但开车前注意打开。
二、隔膜泵的膜腔注油操作
1、自动补油阀的操作隔膜泵的缸体油腔内,在出厂试验时均已注满变压器油,用户无需拆卸和重新注油。但是缸体内无油时请按以下方法进行。
a.先打开安全补油阀储存盖,用手推压补油阀杆往膜腔里充油,同时盘动联轴器使隔膜鼓动排出膜腔内的气体,直到气泡不再往上冒为止。
b.开车时,可将安全阀调节螺钉逐步松动,使安全阀在泵排出运动中,将膜腔内的气体排出,应启跳数次,再拧紧调节螺钉至原来的位置,并使安全阀的启跳压力为管道的1.1倍左右。在安全阀启跳排气的同时,柱塞在吸入过程中,用手轻压阀杆,作短时人工补油。若有量补充过多,将会产生振动和冲击,可在柱塞做排出冲程时,轻压补油阀杆排出多余的油,直至泵运行平稳为止。
2、限位补油阀的操作将液缸体上部的安全阀整体卸下,从孔向缸内注入变压器油,同时盘动联轴器使隔膜鼓动排出膜腔内的气体,直到气泡不再往上冒为止,再按相反的顺序装回安全阀。开车时,可将安全阀调节螺钉逐步松动,使安全阀在泵的排出运动中,将膜腔内的气体排出,直到油嘴向外排油数次,再拧紧调节螺钉至原来的位置,并使安全阀启跳压力为管道压力的1.1倍左右。
三、关于隔膜泵小流量的调整方式
隔膜泵按照国家标准GB/T7782—2008《计量泵》,对于计量精度的考核规定为:“泵在额定条件下和zui大相对行程长度的流量计精度应不低于±1%。”当用户的工艺流程要求泵在额定流量20%以下使用时,必须配用交流变调速器降低电动机转速,采取行程和泵速双调功能来达到使用要求。通过试验表明,经双调后,泵的相对行程Sre为
F—变频调速显示的频率,Hz。
此外,使用时泵的相对行程值限定在S≥25%,频率值限定在F≥15Hz。在选配变频调速器时,其容量不得低于电动机容量。因计量泵为单脉动负荷,比电动机容量选大一档为宜。
四、隔膜泵的日常维护
1、传动箱、隔膜缸体油腔和泵的托架处油池及安全阀组内,应定期观察的油位量,不得过多过少,润滑油应干净无杂质,并注意适时换油,换油的期限可以参考表1。
表1润滑油换油的期限
| 使用限期 | 换油条件 |
| 开始1个月内 6个月以后 | 更换1次 6~10个月更换1次 |
2、填料密封处的泄漏量每分钟不超过8~15滴,若泄漏量超过时,应适当旋紧填料压盖螺栓,但是不得使填料处温度升得过高,从而造成抱轴或烧坏柱塞和密封填料。
自制填料时,应按如图1所示模具在压力机上进行压制后再使用。总压力的选择按下面公式确定。
P=Ap(N)
式中p—压制填料压强,一般取p=20~25MPa;
A—填料轴向面积,m2,
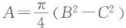
B—柱塞直径,m;
C—填料箱内径,m。
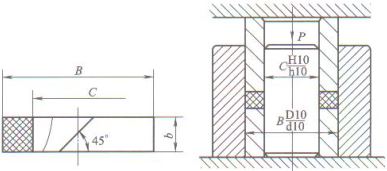
图1填料模具在压力机上进行压制
泵在运行中主要部位温度规定如下:电动机允许zui高温度为70℃,传动箱内润滑油温度不得超过65℃,填料箱温度不得超过70℃。
3、新泵运转5000h以后,应拆机检查和清洗内部零件,对连杆套等易磨件视其磨损情况进行更换,以消除间隙过大产生的撞击声。
4、泵若长期停用时,应将泵缸内介质排放干净,并把内表面清洗干净,将柱塞从填料箱内取出,以免表面局部被腐蚀。外露的加工表面涂防锈油,存放期内泵应置于通风干燥处,并加罩遮盖。
五、隔膜泵的常见故障及其处理方法
隔膜泵的常见故障、故障原因及处理方法见表2。
表2隔膜泵的常见故障、故障原因及处理方法
| 故障现象 | 原 因 | 处理方法 |
| 电动机不能启动 | ①电源没有电 ②电源一相或两相断电 | ①检查电源供电情况 ②检查保险丝接触点是否良好 |
| 不排液或排液不足 | ①吸入管堵塞或吸入管路阀门未打开 ②吸人管路太长,急转弯太多 ③吸入管路漏气 ④吸入阀或排出阀密封面损坏 ⑤隔膜内有残存的空气 ⑥补油阀组或隔膜腔等处漏气、漏油 ⑦安全阀、补偿阀动作不正常 ⑧柱塞填料处泄漏严重 ⑨电动机转速不够或不稳定 ⑩吸人液面太低 | ①检查吸入管和过滤器,打开阀门 ②加粗吸入管,减少急转弯 ③将漏气部位封严 ④检查阀的密封性,必要时更换阀门 ⑤重新灌油,排出空气 ⑥找出泄漏部位并消除 ⑦重新调节 ⑧调节填料压盖或更新填料 ⑨稳定电动机的转速 ⑩调整吸入液面高度 |
| 泵的压力达 不到性能参数 | ①吸入、排出阀损坏 ②柱塞填料处泄漏严重 ③隔膜处或排出管接头密封不严 | ①更新阀门 ②调节填料压盖或更换新填料 ③找出漏气部位并消除 |
| 计量的精度降低 | ①与“不排液或排液不足”中④~⑩条相同 ②柱塞零点偏移 | ①与“不排液或排液不足”中④~⑩相同 ②重新调整柱塞零点 |
| 零件过热 | ①传动机构油箱的油量过多或不足,油内有杂质 ②各运动副润滑情况不佳 ③填料压得过紧 | ①更换新油,并使油量适量 ②检查清洗各油孔 ③调整填料压盖 |
| 泵内有冲击声 | ①各运动副的磨损严重 ②阀升程太高 | ①调节或更换零件 ②调节升程高度,避免阀的滞后 |